动力电池回收 哪种工艺更好?
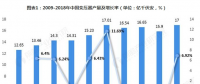
据中国汽车技术研究中心报告预测,到2020年,动力电池大约累计报废32万吨以上,甚至有一些电池同行估计报废量会达到50万吨。伴随着动力电池报废量的不断增长,未来十年电池回收很可能达到百亿美元的市场份额,这可以说是一块很大的蛋糕。

电池为什么必须回收?
有人把电池回收称为新能源汽车行业的“最后一公里”。动力电池回收首先是安全问题,如果任由车主自私拆解电池,发生危险的概率很大,所以从安全角度来看动力电池必须回收。
从环保角度看来,锂离子电池和铅酸电池相比,确实没有铅的污染大,但是不等于没有污染,比如磷、氟等材料带来的污染。
还有很重要的一点,从资源角度来看,不回收动力电池,新能源汽车就会很难发展。以钴资源为例,我国95%的钴是进口的,几乎和没有是一样的。目前我国大约70%的石油都源于进口,这已经上升到资源战略问题,如果95%的钴依赖进口,那岂不是资源更紧张,所以说动力电池一定要回收。
回收一:梯次利用
在电池回收方面,首先是梯级利用,既节约资源,同时也可以让磷酸铁锂这样的电池进一步发挥余热,在回收环节使它具有更大的价值体现,所以说梯级利用是非常值得考虑的。
目前梯级利用有什么重要问题呢?如果很规范的去挑选、重组电池,那它的成本是相当高的。而且很多车辆在设计时都唯恐接触不良,故电池包采用焊接方式,把它拆下来梯级利用,可以说难度很高、成本也很高。
另外一个很重要的应用就是铁塔、储能,这个领域动力电池可以发挥很大的作用,这方面行业人士也都了解比较多。其他方面,比如说家庭小储能、电动自行车等形式的梯级利用,十分值得关注。
回收二:低温冷冻粉碎
材料回收也需要介绍一下,铁锂电池和三元锂电池里面的成份可能略不一样,但是也差不太多。这些成份从理论上来说都希望把它回收回来,并且希望在回收过程中尽量的减少和控制污染,这是非常值得研究的。
在国外电池回收方面,美国的Toxco公司具有一定的代表性,他们有一项液氮冷冻技术叫低温冷冻粉碎,在零下100多度的情况下,电池的电解液全部凝固,没有安全问题也没有电池放电的问题,并且在这么低的温度下粘结剂也变得很脆、也很容易分离。
动力电池低温冷冻粉碎以后,在施以湿法冶金,用酸和碱萃取,粉末的材料用酸溶解掉,然后萃取分解出钴盐、酸盐等附属物。当然,尽管如此仍会有一些不容物难以回收。
回收三:火法冶金
另外,国外还有一种比较主流的火法冶金,美国的另一家公司Inmetco,就是以火法冶金为主要路线的公司。它有一个很重要的特点是,把电池经过分类,初步拆解以后放到高温的电弧炉里面熔炼,我们将其统一称为高温熔炼,在冶金上我们叫它火法冶金。
在上千度的高温情况下,电池里所有能燃烧的东西全部会烧掉,比如石墨、碳黑、隔膜电解液等这些全部会被烧掉。在烧掉的过程中进行适当控制可以让金属氧化物还原成金属合金,同时像铜、铝这样活泼一些的金属,会以氧化物落渣的形式漂浮在金属合金溶体的表面。
火法冶金的缺点是能耗比较高,但是它有一个有很重要的优势,这个工艺“胃口”很好,随便什么电池都可以放进去。
回收四:物理法回收工艺
我们中南大学的回收工艺以物理法为主,它有几个主要的环节,第一个称为精确的拆解,接着进行材料的修复,我们这个材料的修复跟前面湿法冶金相比,别人是把它溶解掉,我们是把这个材料重新合成,直接合成电池能用的材料,当然这也会有很多细节问题。
在中南大学有一些电性能和雾化性能的对比研究,包括低温性能和倍率性能,这都是把修复的材料跟买来的材料进行对比,修复的材料循环性能做到1700次。同时我们也对比了很多杂质,用物理法肯定会有少量的杂质存在,这些杂质在可控的范围内其实影响不大。
总的来说,采用物理法回收工艺的材料性能还是很接近新买来的材料。这个技术以物理法为主,没有污染,工艺流程比较短,我们预测净利率大概会达到20%,希望我们的回收工艺在日后能得到一定推广。

责任编辑:仁德财
-

权威发布 | 新能源汽车产业顶层设计落地:鼓励“光储充放”,有序推进氢燃料供给体系建设
2020-11-03新能源,汽车,产业,设计 -

中国自主研制的“人造太阳”重力支撑设备正式启运
2020-09-14核聚变,ITER,核电 -

探索 | 既耗能又可供能的数据中心 打造融合型综合能源系统
2020-06-16综合能源服务,新能源消纳,能源互联网
-

新基建助推 数据中心建设将迎爆发期
2020-06-16数据中心,能源互联网,电力新基建 -

泛在电力物联网建设下看电网企业数据变现之路
2019-11-12泛在电力物联网 -

泛在电力物联网建设典型实践案例
2019-10-15泛在电力物联网案例



-
权威发布 | 新能源汽车产业顶层设计落地:鼓励“光储充放”,有序推进氢燃料供给体系建设
2020-11-03新能源,汽车,产业,设计 -
中国自主研制的“人造太阳”重力支撑设备正式启运
2020-09-14核聚变,ITER,核电 -

能源革命和电改政策红利将长期助力储能行业发展
-
探索 | 既耗能又可供能的数据中心 打造融合型综合能源系统
2020-06-16综合能源服务,新能源消纳,能源互联网 -

5G新基建助力智能电网发展
2020-06-125G,智能电网,配电网 -

从智能电网到智能城市