极片制造对锂电池性能一致性的影响(涂布篇)
涂布工序分为三个板块,一是浆料上料系统,二是涂布系统,三是极片烘干系统。三位一体,需要每个系统都能维持稳定,才能保证极片的一致性。此篇文章将从涂布角度来讲其对锂电池性能一致性的影响。

涂布工序分为三个板块,一是浆料上料系统,二是涂布系统,三是极片烘干系统。三位一体,需要每个系统都能维持稳定,才能保证极片的一致性。此篇文章将从涂布角度来讲其对锂电池性能一致性的影响。
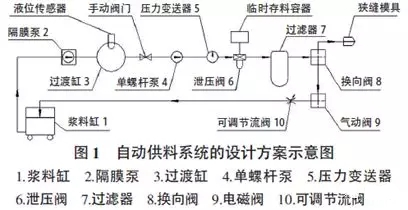
浆料上料系统是将搅拌完成后的浆料转移到储料罐后,通过隔膜泵转移到过渡缸中,然后利用螺杆泵将浆料稳定输出通过过滤装置、除铁装置输送给涂布设备进行涂布。在浆料自动上料系统中需要注意的几个点是:防止储料罐中浆料的分层、过渡缸中浆料液位、螺杆泵的稳定性、过滤罐的堵塞要及时清理等。下图是某种自动上料系统的示意图,详细见参考文献。
锂电池浆料的涂布方式主要有逗号刮刀式、转移式、狭缝挤压式涂布。三种涂布方式各有其特点,刮刀式主要应用于实验室条件下,转移式涂布主要应用于3C电池的生产,狭缝式挤压涂布主要应用于动力电池。表征极片稳定性的参数主要是极片面密度、极片厚度以及粘结性。在涂布系统中,影响极片一致性的因素主要有涂布头制造精度、螺杆泵输送浆料稳定性、压缩气体稳定性、速度稳定性以及动态张力的控制等。
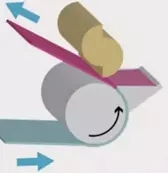
刮刀式
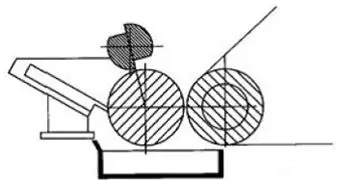
转移式
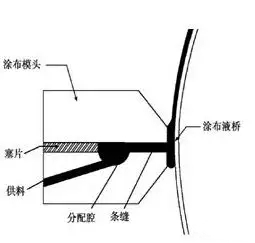
狭缝挤压式
极片烘干系统主要由数节不同温度分布的烘箱组成,目的是烘干极片。在烘干系统中需要注意的是烘干温度的设置,涂布过程中如果温度过高容易导致极片龟裂,温度低则极片不能完全干燥,都会造成电池局部极化不一致。此外还要注意防止粘结剂上浮的问题。
在涂布工序经常出现的问题是头厚尾薄、双侧厚边、点状暗斑、表面粗糙、露箔等缺陷。头尾厚度可以通过涂布阀或间歇阀的开关时间来调整,厚边问题可以从浆料性质、涂布间隙调整、浆料流速等方面改善,表面粗糙不平整有条纹等可以通过稳定箔材、降低速度、调整风刀角度等改善。

责任编辑:继电保护
免责声明:本文仅代表作者个人观点,与本站无关。其原创性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容、文字的真实性、完整性、及时性本站不作任何保证或承诺,请读者仅作参考,并请自行核实相关内容。
我要收藏
个赞
-

权威发布 | 新能源汽车产业顶层设计落地:鼓励“光储充放”,有序推进氢燃料供给体系建设
2020-11-03新能源,汽车,产业,设计 -

中国自主研制的“人造太阳”重力支撑设备正式启运
2020-09-14核聚变,ITER,核电 -

探索 | 既耗能又可供能的数据中心 打造融合型综合能源系统
2020-06-16综合能源服务,新能源消纳,能源互联网
-

新基建助推 数据中心建设将迎爆发期
2020-06-16数据中心,能源互联网,电力新基建 -

泛在电力物联网建设下看电网企业数据变现之路
2019-11-12泛在电力物联网 -

泛在电力物联网建设典型实践案例
2019-10-15泛在电力物联网案例



-
权威发布 | 新能源汽车产业顶层设计落地:鼓励“光储充放”,有序推进氢燃料供给体系建设
2020-11-03新能源,汽车,产业,设计 -
中国自主研制的“人造太阳”重力支撑设备正式启运
2020-09-14核聚变,ITER,核电 -

能源革命和电改政策红利将长期助力储能行业发展
-
探索 | 既耗能又可供能的数据中心 打造融合型综合能源系统
2020-06-16综合能源服务,新能源消纳,能源互联网 -

5G新基建助力智能电网发展
2020-06-125G,智能电网,配电网 -

从智能电网到智能城市