导致组件功率衰减的罪魁祸首是谁?
2.1 EVA老化对光伏组件功率衰减影响
把组件分为A、B、C、F8064组,分别采用4个不同厂家的EVA材料,电池片、玻璃、背板、焊带、边框等材料及生产工艺设备都一致,制作每块组件的同时还制作一个陪样,用于测试组件EVA材料的黄变指数。生产出的组件经过EL检测和I-V曲线的测试,确定质量合格,把4组组件和陪样同时放入环境试验箱进行湿热老化,测试条件为温度85℃、湿度85%。每隔一段时间测试其组件功率及陪样EVA的黄变指数,共测试1000h后把组件取出,其组件测试数据如图5所示,对应陪样EVA的黄变指数如图6所示。
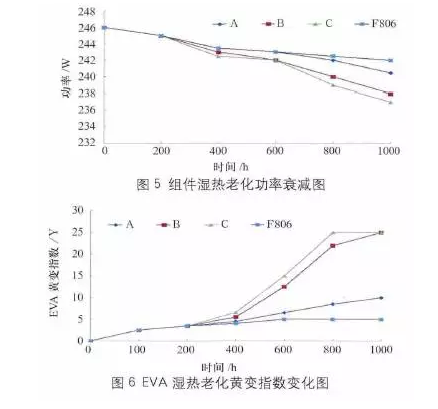
由图5和图6可看出,不同品牌的EVA耐湿热老化性能差异很大,其中F806EVA黄变小,耐老化性能明显比其他EVA强,做成的组件功率衰减少。这个实验结果与组件老化功率衰减结果相符合,说明EVA黄变是组件材料老化导致功率衰减的一个重要原因。
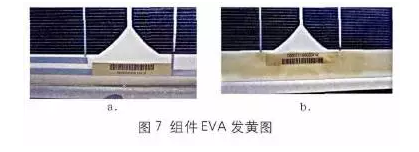
为了深入对此质量问题进行分析,结合类似的EVA黄变现象,本文选取某研究所光伏电站的组件进行调查研究,发现该光伏电站的组件也部分存在EVA黄变现象,如图7所示。
在该电站上分别选取一块EVA黄变组件和一块EVA未黄变组件,分别测试其功率,数据见表3。

由表3可知,EVA未黄变组件在电站运营过程中只衰减了2.23%,而EVA黄变组件的功率衰减了5.7%,因此进一步验证了EVA黄变是造成组件功率衰减的一个重要原因。
2.2背板老化对光伏组件功率衰减影响
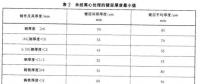
把组件分为A、B两组,分别采用两个不同厂家的背板材料(A组背板为双面含氟背板,B组为不含氟的背板),电池片、玻璃、背板、焊带、边框等材料及生产工艺设备都一致,制作每块组件的同时还制作一个陪样,用于测试背板的耐紫外黄变指数。生产出的组件经过EL检测和I-V曲线的测试,确定质量合格,实验前记录两组光伏组件及陪样组件在STC状态下的功率输出值。按照IEC61215-2005的实验要求,将两组光伏组件放于紫外试验箱中,温度控制在规定范围内(60±5℃),组件受波长为280~385nm范围的紫外辐射(15kWh/m2),其中波长为280~320nm的紫外辐照不少于5kWh/m2[1]。用太阳能测试仪测试组件的功率,结果见表4;同时测试陪样背板及样品紫外老化后的黄变指数,结果如图8所示。

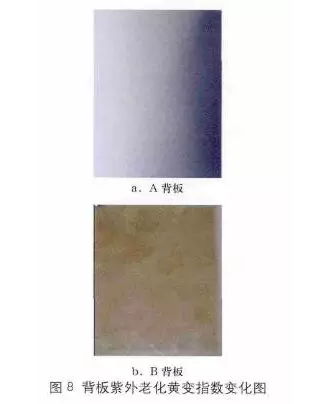
从表4和图8可知,A组光伏组件背板双面含氟(黄变指数为2.2),具有较强耐紫外功能,因此其功率衰减较小;而B组光伏组件背板不含氟,有黄变现象(黄变指数为67.4),功率衰减明显。2.3材料老化功率衰减现场跟踪测试分析本文对某研究所光伏电站进行跟踪测试分析,选取一块质量正常的组件定期进行功率测试,其功率衰减数据见表5。
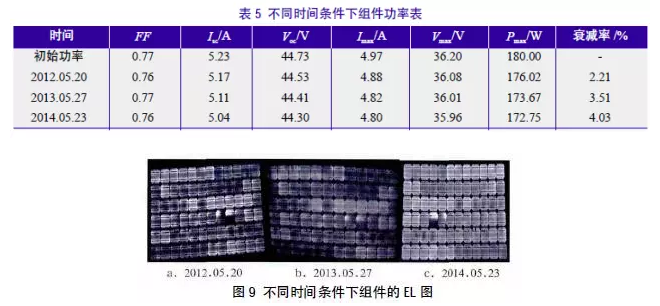
各时间段该组件的EL图片如图9所示,EL图片显示组件内部完好,未发生隐裂等质量问题,每次测试时清除表面的脏污和灰尘,排除外界条件对组件功率的影响。测试结果说明组件功率衰减是由于自身材料老化原因所造成,衰减的比例与功率质保规定的质保统一标准接近。
从实验测试结果和具体电站中组件分析可看出,EVA和背板材料的老化、黄变是导致组件功率老化衰减的主要原因,采用高质量的EVA和背板能有效减少组件的功率老化衰减。
3.结论
本文重点对组件初始功率衰减和材料老化功率衰减两种现象进行分析研究,同时对某研究所电站进行现场跟踪测试分析,得出以下结论:
1)光伏组件的初始光致衰减主要是由于电池片的初始光致衰减不同所致。不同批次硅片的硼氧含量不同,导致电池片的初始光致衰减不同。因此利用硅片分选机控制硅片质量,从而保证电池片的初始光致衰减是解决光伏组件初始光致衰减的有效方法。
2)光伏组件的材料老化衰减主要取决于光伏组件封装过程中EVA和背板质量,使用湿热老化功能较强和耐紫外的背板和EVA材料,能较大程度保证光伏组件质量。
参考文献
[1]马志恒.太阳能电池组件功率衰减分析[J].中国高新技术企业,2012,(17):32-33.
[2]林存超.光伏组件质量问题分析及安装质量控制[J].中国科技信息,2015,(2):204-205.
[3]张光春,陈如龙,温建军,等.P型掺硼单晶硅太阳电池和组件早期光致衰减问题的研究[A].第十届中国太阳能光伏会议论文集[C],常州,2008.
[4]吴翠姑,于波,韩帅,等.多晶硅光伏组件功率衰减的原因分析以及优化措施[J].电气技术,2009,(8):113-114.
黄盛娟1,2唐荣2唐立军1
(1.长沙理工大学物理与电子科学学院;2.湖南红太阳新能源科技有限公司)

责任编辑:蒋桂云