晶硅光伏组件电致光检测应用及缺陷
面对日益严重的生态环境和传统能源短缺等危机,光伏组件制造行业迅猛发展,光伏组件质量控制环节中测试手段的不断增强,原来的外观和电性能测试已经远远不能满足行业的需求。目前一种可以测试晶体硅太阳电池及组件潜在缺陷的方法为行业内广泛采用,文章基于电致发光(Electroluminescence)的理论,介绍利用近红外检测方法,可以检测出晶体硅太阳电池及组件中常见的隐性缺陷。主要包括:隐裂、黑心片、花片、断栅、短路等组件缺陷,同时结合组件测试过程中发现的缺陷对造成的原因加以分析总结。
1、概述
随着社会对绿色清洁能源的需求量急剧飙升,我国的组件生产量将进一步扩大,2010年中国太阳能电池产量达10673MW,占世界总额的44.7%,位居世界前列。缺陷检测是太阳电池组件生产制备过程中的核心步骤,因硅电池单元一般采用硅棒切割生产,在生产过程中容易受到损伤,产生虚焊、隐裂、断栅等问题,这些问题对电池的转换效率和使用寿命有着严重的影响,严重时将危害组件甚至光伏发电系统的稳定性。为了提高组件的效率及合格率,并能够针对各生产环节中产生的缺陷情况及时调整维护生产设备,需配备大量的在线缺陷检测设备。电致发光(EL)检测由于其质量高、成本低、且能快速、准确识别出组件电池单元常见缺陷等特点,在组件封装生产环节中得到了广泛应用,该检测应用对整个光伏产业具有深刻意义和重大价值。
2、电致发光(EL)测试原理
在太阳能电池中,少子的扩散长度远远大于势垒宽度,因此电子和空穴通过势垒区时因复合而消失的几率很小,继续向扩散区扩散。在正向偏压下,p-n结势垒区和扩散区注入了少数载流子。这些非平衡少数载流子不断与多数载流子复合而发光,这就是太阳电池电致发光的基本原理。
太阳能电池电致发光(Electroluminescence)测试,又称场致发光测试,简称EL测试。其原理是,通过对晶体硅太阳能电池外加正向偏压,模拟实际使用中太阳光照射在电池组件上产生的等效直流电流,给单片电池片通入1-40mA的正向电流,电源便向电池注入大量非平衡载流子,作用于扩散结两边,电能把处于基态的原子进行激发,使其处于激发态,由于处于激发态的原子不稳定,进行自发辐射,这样,电致发光依靠从扩散区注入的大量非平衡载流子不断地复合发光,放出光子,通过滤波片的作用及底片的曝光程度来了解在自发辐射中本征跃迁的情况,利用CCD相机捕捉到这些光子,利用少子寿命、密度与光强间的关系,即太阳能电池的电致发光亮度正比于少子扩散长度,正比于电流密度,再通过计算机处理后显示出来,如图1所示。这样,从底片的曝光程度就可以判断硅片中是否存在缺陷。
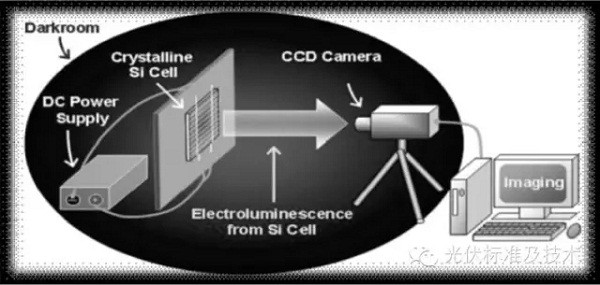
图1、EL测试原理图
由于本征硅的带隙约为1.12eV,可以计算出晶体硅太阳能电池的带间直接辐射符合的EL光伏的峰值应该在1150mm附近,所以EL测试的光属于近红外光(NIR)。这些光线只有在不受外光(即太阳能、可见光、红外线、紫外线等)干扰下才能被红外光学相机捕捉到,这就要求整个组件发光只有在暗箱状态下才能被相机捕捉,因而,整个EL测试过程是在一个不会被外光干扰的暗箱中进行的,只有这样可以准确地判别电池片或组件是否存在缺陷,否则将会对产品的性能产生重大影响。
3、晶体硅组件缺陷分类及常见缺陷分析
在日常来料检验过程中,通过对电池组件的EL测试,能够合理有效控制由于工艺参数设置不当和人为因素引起的组件不良缺陷。大多数组件缺陷都是由于电池片及组件的生产工艺不合理及人为等外在因素造成的。晶体硅组件缺陷主要包括:隐裂(裂纹)、破片、黑心片、黑团片、黑斑片、履带片、断线、穿孔、边缘过刻、主栅线漏电、副栅线漏电、境界漏电、烧结缺陷、短路黑片、非短路黑片、网格片、过焊片、明暗片、局部断路片、位错、层错、虚焊或过焊等多种,下面列举晶体硅组件四种常见缺陷,分别从EL成像特点、原因形成等方面进行缺陷分析。
3.1、隐裂(裂纹片、破片)
(1)产生原因:电池片在生产制造过程中,由于在焊接或搬运过程中受到外力作用造成;电池片在低温下没有经过预热在短时间内突然受到高温后出现膨胀造成隐裂现象。(2)成像特点:由于单晶硅的解离面具有一定的规则,通过EL成像图可以清晰地看到单晶硅电池片的隐裂纹呈现“x”状图形;多晶硅电池片由于晶界的影响有时很难区分是多晶硅的晶界还是电池片中的隐裂纹。裂纹片的成像特点是裂纹在EL测试下产生明显的明暗差异的纹路(黑线)。如图2、3所示。(3)组件影响:组件隐裂后,长时间运行会造成组件功率衰减;经过一段时间积累后,组件会出现热斑现象,直接造成组件损坏。
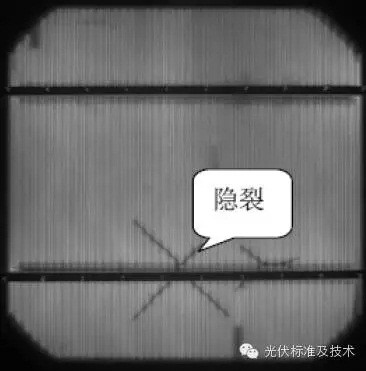
图2、EL测试成像(隐裂)

图3、EL测试成像(隐裂)

责任编辑:蒋桂云