晶硅光伏材料切割技术研讨
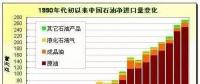
我国自1980年以后,中国能源总消耗量每年增长约为5%,是世界增长率的近三倍,目前能源储备和未来需求之间存在大量缺口。预测到2020年,中国石油消费量将达到4亿5000万吨到6亿1000万吨,专家预测国内最多供应量在1亿8000到2亿吨左右,缺口将达到2亿到6亿吨。由于中国石油不可能大幅度增长,因此巨大的能源缺口将严重依赖进口能源补给。(图1-1为我国近年石油情况)进口预测中国2020年以后,石油对外依赖度将>55%,进口天然气对外依存度到达25%-40%,煤的需求量将达到40-60吨。2020年以后中国能源供应缺口将进一步加大。国家的经济发展和安全离不开能源的开发,能源是各国经济的血脉,是政治稳定的基石,能源的发展已经摆在政治的高度和经济的发展战略上。

今天我国在新能源领域已经取得喜人的成绩,光伏市场和产品制造全球第一,全球光伏市场重心已从欧美地区向亚太地区转移。我国光伏装机容量逐年上升,2015年光伏规划装机容量在17.5GW已提前完成,预测光伏装机热潮会持续5-10年,平均未来会几十瓦增长量增长,发展潜力巨大。“光伏发电是创造适应社会发展与能源需求的最佳能源供应模式,是未来能源的主力”。
硅材料状况
现阶段光伏产业中光伏材料,仍以硅材料为主,晶硅光伏材料是光伏电池制备的主力军,现今仍处于一个主导地位,预测晶硅电池材料的主导地位在未来十年不会动摇,晶硅电池占市场率80%以上,单多晶是电池材料的基础,是高效单晶电池的主要原料,我国近几年每年多晶硅需求量在20-30万吨左右,预计随装机容量的上升还会增长。多晶生产的核心技术一直被欧美和日本等几个少数厂家拥有,技术处于长期封锁。近几年,随着光伏应用市场的转移,和我国企业的技术引进,消化,创新,我国目前在多晶硅制造已经取得重大突破,多晶硅产量不断增长,2007年达到千亿吨产量,2009达到万亿吨产量,2014年十万吨,2012年由于国际市场冷淡,国内光伏企业遭遇“寒冬期”多晶硅企业大面积停产,预测2016年我国多晶硅需求在20-30万吨左右。
多晶硅技术的方法
目前多晶硅生产技术主要有三种:改良西门子法,硅烷流化床法,冶金法”其中前两者制备方法较为常用,中国企业大多采用改良西门子法,改良西门子法制备多晶硅技术最成熟,最可靠,投产速度最快,节能技术明显,成本低质量好,不对环境产生污染:冶金法具有成本高,产品质量低,衰减高等特点,烷流化床法成本相对比较低,但晶硅纯度较差。目前我国电池材料领域大多是建立在多晶硅制造基础,多晶材料占电池材料大半江山,无论利用磁控技术还是区容技术制备单晶电池材料,还是以上三种方法制取多晶硅都需要经过硅片切割。
电池制备工艺
单晶电池制备主要工艺:单晶硅棒-截断-开方-磨面-切片-清洗-检测分级-包装。
多晶电池制备主要工艺:多晶硅锭-开方-切断-磨面-倒角-切片-清洗-检测-包装。
单多晶硅片制备方法有异同点,在硅片切割工艺后续工艺基本相同。
硅片来料检验—制绒—扩散制结-PECVD-去PSG磷硅玻璃—丝网印刷背电场电极-烧结-检测分级-包装。
电池加工工艺异点在制绒工艺上,单晶采用异性碱制绒,多晶采用各向同性酸制绒。目前由于多晶由于转换效率和单晶只相差1-2百分点,制造成本低,是电站组件选型的潮流之选。单晶生产工艺几乎都可以用于多晶电池工艺生产,生产规模迅速扩大。由于单晶电池工艺近期生产不断改进,制造工艺成本基本和多晶制造工艺成本持平,凭借其转化率较高,又有取代多晶的市场份额的趋势,总之目前随着国内光伏应用市场的开发,高效组件市场需求是趋势。
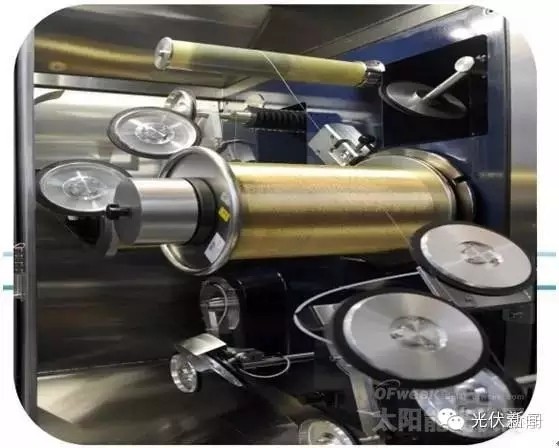
硅片切割技术
目前硅片切割技术多采用多线切割技术,相比以前的内圆切割,有切割效率高,成本低,材料损耗少。目前硅片能够切出的最薄度在200um左右。实际太阳能电池的最佳性能厚度是在60-100um.,之所以维持在200um左右是因为太阳能电池的机戒性考虑,硅片厚度减少厚度减少已不再适应这些电池工艺,如腐蚀,丝网印刷等,硅片厚度的减少带来了很大的电池制备技术难点,当然目前切片技术也无法满足其技术要求。
切割硅片是电池片加工的重要步骤,直接影响硅片表面晶向,厚度,表面粗糙度,翘曲度,硅片制造过程可能出现断线,停机,厚度不均匀,粗糙度过大等(工艺难点);以前硅片,电池工艺,组件制造,三部分几乎平分各占成本33%左右,现在由于电池工艺和组件制造方面技术的改进,三者成本分布分别为50%,25%25%(成本);在硅片切割过程中材料损失越位50%,浪费严重(材料节约)。因此对硅片技术进行研究,研讨,技术改进具有重要意义。
一、硅片切割作为硅片加工工艺过程中最关键的工艺点,其加工工艺和加工质量直接影响整个生产全局,和后续电池片工艺制备,因此硅片切割要有严格的工艺要求。
1、硅片切割工艺所要遵守的技术原则:
1)断面完整性好,消除拉丝和印痕迹。
2)切割精度要高,表面平行度高,厚度误差小。
3)提高成品率,缩小切割缝隙,减少材料损失。
4)提高切割速度,提高生产效率,实现智能控制,自动进行切割。
二.多线切割机理论切片数量计算方法分析:
1、D=T+F+dw+DS
槽距=硅片厚度+游移量+钢线直径+金刚砂直径
理论切片数量=单晶有效长度/槽距

责任编辑:蒋桂云