
晶硅光伏材料切割技术研讨
三、钢线切割机理,钢线为什么能切割硅片?
钢线本身是没有切割能力的,它的作用只是一个载体,因此钢线又称为“载线器”,它的作用在于带动有切割能力的浆料,使其对单晶硅帮进行切割,高速的钢线带动砂浆到切割区,在钢线和单晶表面充满了sic(碳化硅)颗粒和砂浆悬浮液的混合物,使砂浆中研磨颗粒有非常锐利的棱角,sic硬度远大于硅片厚度,所以硅棒与钢线接触的区域逐渐被砂浆研磨掉,由于sic和硅片切割有大量摩擦,存在大量热量和细碎的sic颗粒,容量可能导致硅片变形导致ttv(总厚度偏差)加大,后者会导致硅片表面粗糙度增大产生线痕片。因此必须保证切割液的流动性及时带走容量和细碎的sic颗粒。
四、多线切割原理
切割系统阐述:
1、单晶硅棒的安装:将经过截断开方滚圆的单晶硅棒,同感玻璃用环氧树脂粘贴在不锈钢工件上,利用小车,放置在切割机相应区域。
2、多线切割能一次切割多个单晶硅棒(多锭切割),如图2-2,3-3.我们将钢线放置在放线轮和受线轮之间,通过一定缠绕方式形成相互平衡的网状加工部分,加工过程中,钢线做高速运动,放线轮和收线轮分别完成切割工作中放线和收线工作,张紧轮控制机器张紧力。切割液喷嘴装在单晶硅棒料两侧,单晶硅棒垂直于钢线进给运动方向,切割液喷嘴喷出研磨液,高速运动的钢线带动有磨粒的研磨液注射到加工区域,实现棒料的自动化切割。
3、钢线。直径一般为180um顺序来回缠绕在四个导线轮上,钢线张力设为20-30N左右,在闭环反馈控制下保持不变,放线轮放出新的钢线,收线轮收集已用过的钢线,钢线伸展开来有数百千米,主传电机带动导线轮旋转,导轮带动切割线高速走动,线速在10-20ms。
4、导向轮。处于四个角的导线轮,经过开凿工艺处理。在轮体上刻有和导线直径相适宜的500-700高线槽。
5、切割液。单晶硅棒两侧的切割液喷嘴将砂浆切屑液喷在钢丝网上,导线轮的旋转驱动钢线网,将砂浆带到单晶硅棒里,进行研磨切割,砂浆不仅是研磨剂,还能带走切割过程摩擦带走的容量,切割液的主要作用是使混有sic的砂浆保持良好的流动性,均匀稳定的分散sic颗粒,在钢线做高速运动的时候能保持均匀稳定地分散硅料表面,同时带走容量和杂质颗粒,保证切割出来的质量,砂浆的主要成分是sic和PFG聚乙二醇,sic颗粒的直径分布在5-30um,价格占有整个切割成本25%-40%。
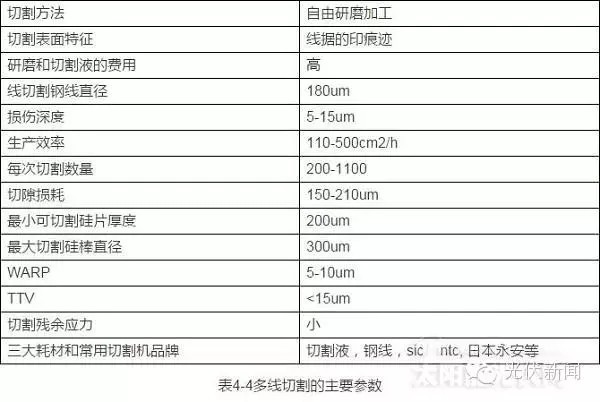
五、多线切割工艺的主要参数
1、共用六项:切割液的粘度,碳化硅的粒度和颗粒形状,砂浆的流量,张力和工件的进给速度。
2、切割液粘度。在整个切割过程中,碳化硅微粉悬浮在切割液上,切割液的粘度是碳化硅悬浮的保证,不同的切割机器对粘度的要求不同,只有符合切割机切割标准粘度,才能在切割过程中,保持碳化硅颗粒微粉均匀的悬浮分布,以及砂浆稳定通过管道进入切割区。切割液与碳化硅微粉的匹配要达到机戒要求,以便提高成品率和效率。一般ntc要求250。
3、砂浆的流量。由砂浆泵将砂浆从料箱中打到喷嘴,再有喷嘴喷到钢线上,如果流量跟不上就会导致切割能力严重下降,导致断线,机器报警,线痕片。
4、钢线的张力。是硅片切割过程中核心要素之一,张力控制不好,是产生线痕片,崩边,短线。
张力过大,悬浮在钢线上的碳化硅就很难进入切割区,切割效率降低,出现线痕片,断线几率增加
张力过小,会导致钢线弯曲度增值,钢线带沙能力下降,导致切割能力下降,出现线痕片。
5、钢线的走线速度,切割机可以根据用户要求进行设置单向后双线走向,两种情况对走线的速度要求不同。单线走向时,钢线始终保持一个速度运行,这样相对比较容易控制,现在单线越来越少,MB,HCTZ机器中还有应用。
双线走向,钢线速度开始有一个零点沿一个方向用2-3s的时间加速的规定速度,运行一段时间,再沿原方向慢慢降低的零点,在零点停顿2-3s后再次慢慢反向加速到规定速度,再沿反方向慢慢低到零点,往返周期性进行硅片切割,在双线切割过程中,切割机的切割能力在一定的范围内,随着钢线速度的提高而提高,不能低于或高于砂浆的切割能力,低于砂浆切割能力就会出现断线,线痕片。高于其切割能力,就会导致砂浆流量跟不上,出现线痕片,厚薄片。
6、工件的进给速度。它与钢线速度,砂浆的切割能力有关,以及工件形状在不同位置有关。工件的进给速度是最没有定量的一个物理量,控制不好易造成质量和成品率下降。
六、多线切割工艺技术难度问题
分析钢线的走线速度,工件的进给速度,钢线初始张紧力,切割液浓度磨料粒度好晶棒等参数对切片工艺的影响:
1)对于游离磨料线切割,钢线切割加工一般不会发生失稳现象。钢线的走线速度越快,钢线震动越大,钢线的密度很小,而加工过程中张紧力很大,以至临界点的速度很高,钢线的初始张紧力越大,钢线的振动越小。
2)钢线的走私速度是影响钢线振动和加工出硅片表面粗糙度和切割精度的重要因素,过小的走丝速度,会使钢线的震动和加工出硅片表面粗造度增大,合适的钢线走丝速度,有利于减缓钢线的振动,使加工出的硅片表面粗糙度和TTV减少。
3)工件的走丝速度越大,钢线的振动越大,使加工出的硅片粗燥度和TTV加大。
4)钢线的初始张紧力越大,加工过程中钢线的振动越小,加工出硅片的表面粗燥度越小,tTTV值越小。
5)磨粒的粒度越小,加工过程中钢线带入到加工区域的磨料越多,加工出硅片的表面粗糙度值和TTV越小。
6)切割液的浓度越大,加工过程中钢线带入到加工区域的磨料越多,加工出硅片的表面粗糙度值和TTV越小。
7)游离磨料线切割加工的硅棒的直径越大,使钢线与工件的接触时间增长,这就使得经钢线带入加工区域参与切削的磨料数量增多,相应地磨料对钢线的作用力会越大,使钢线的振动加剧,从而使加工硅片表面粗糙度加大。
七、其他影响因素
1)钢线对硅片的影响:
随着切割过程的进行,钢线会不断的变细,从而槽据发生变化,影响加工硅片的厚度,导致成品率下降,通过工作台进给的方式,对槽据进行补给,钢线的金属也容易混进硅片的表面,从而引进复合中心,降低少子寿命,使电池性能下降,衰减增大。生产企业通过硅片清洗,减少金属杂质和复合中心,提高转化率。
2)金刚砂对硅片切割过程的影响,砂浆是被往复运动的钢线带到切割区的,带入切割区砂浆的多少,以及切割速度的高低决定硅片的切割质量。不同的砂浆供给条件会对硅片质量造成不同的影响,通过改变砂浆喷嘴和钢线之间的角度,可以想成两种不同的砂浆供给方式,形成水平薄膜和未形成水平膜,在形成水平薄膜下携带砂浆量远大于未形成水平膜量,所以有水平薄膜情况下的切割质量要比未形成水平薄膜要好。
砂浆的作用非常重要。在切割过程中起主要作用。砂浆是反复运动的钢线带到切割区域的,被带入的砂浆量多少决定硅片质量,在砂浆形成水平膜的条件下切片的效率和质量比较好
形成水平薄膜的条件:在钢线间距小于1mm的条件下,因液体表面张力,比较形成水平薄膜。
八、硅片多线切割目前存在的主要问题
1)SIC,在硅片切割中很关键,碳化硅颗粒的形状影响到切割效率和成品率。目前国内碳化硅大部分参入回收砂,圆度高,棱角少导致切割效率下降成品率下降,这方面急需国家制定相关的行业标准。
a)PEG聚乙二醇液体,晶硅切割液以PEG为主添加其他助剂复配而成。PEG应该具备适宜粘连指标,侵润性好,排屑能力强,有良好的高悬浮,高润滑,高分散特性,能满足整个切片过程中对切割液质量要求和技术标准。
九、光伏材料晶硅电池硅片多线切割技术展望
1)改善成品率和保持硅片质量情况下,减少硅片切割成本。
2)利用技术降低切割损耗。
3)改进切片技术提高成品率和生产效率。

责任编辑:蒋桂云
-

重新审视“双循环”下的光伏行业
2020-11-02光伏行业,光伏技术,光伏出口 -

能源转型进程中火电企业的下一程
2020-11-02五大发电,火电,煤电 -

国内最高额定水头抽蓄电站2#引水上斜井滑模混凝土施工顺利完成
2020-10-30抽水蓄能电站,长龙山抽水蓄能电站,水力发电
-
能源转型进程中火电企业的下一程
2020-11-02五大发电,火电,煤电 -

资本市场:深度研究火电行业价值
2020-07-09火电,火电公司,电力行业 -

国家能源局印发2020年能源工作指导意见:从严控制、按需推动煤电项目建设
2020-06-29煤电,能源转型,国家能源局
-

高塔技术助力分散式风电平价上网
2020-10-15分散式风电,风电塔筒,北京国际风能大会 -

创造12项世界第一!世界首个柔性直流电网工程组网成功
2020-06-29 清洁能源,多能互补,风电 -

桂山风电项目部组织集体默哀仪式
2020-04-08桂山风电项目部组织
-
国内最高额定水头抽蓄电站2#引水上斜井滑模混凝土施工顺利完成
2020-10-30抽水蓄能电站,长龙山抽水蓄能电站,水力发电 -
今后秦岭生态环境保护区内不再审批和新建小水电站
2020-06-29小水电,水电站,水电 -

3.2GW!能源局同意确定河北新增三个抽水蓄能电站选点规划
2020-06-29抽水蓄能,抽水蓄能电站,国家能源局
-
重新审视“双循环”下的光伏行业
2020-11-02光伏行业,光伏技术,光伏出口 -

官司缠身、高层动荡、工厂停产 “保壳之王”天龙光电将被ST
2020-09-11天龙光电,光伏设备,光伏企业现状 -

央视财经热评丨光伏发电的平价时代到了吗?
2020-08-24储能,光伏储能,平价上网
